<ul id="2aqc0"></ul>
<strike id="2aqc0"></strike>
<tfoot id="2aqc0"></tfoot>
卡博爾科技
發(fā)布時間:2018-05-10 瀏覽量:3357
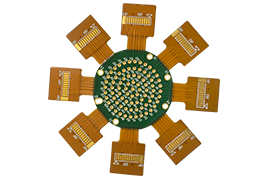
軟硬結合板為你推薦閱讀:FPC材料漲縮的控制
品對fpcb要求較高,請/5af0ee77e16ef.jpg "FPCB軟硬結合板")
品4.png)

品4(1).png)